-

-
- About
- Industries
-
Sub-Contracting
-
- Consumables
-
Cleaning
-
- All Ultrasonic Machines
- TT Standard Ultrasonic Series
- LT Pro Laboratory Ultrasonic Cleaning Machines
- MOT Automotive Ultrasonic Cleaning Machines
- One Tank Industrial Ultrasonic Cleaning Equipment
- Manual Multistage Ultrasonic Cleaning Equipment
- Multistage Automatic Ultrasonic Cleaning Machine
- Ultrasonic Generators
- Ultrasonic Cleaner Solution
-
-
Blasting & Peening
-
- All Shot Blasting Machines
- Powertrack Junior Portable Blast System
- Powertrack Portable Blast System
- ActOn Mobile Shot Blasting Room
- ECO Shot Blasting Machines
- Premium DI Suction Blasting Machines
- Premium DP Pressure Blasting Cabinets
- AWB Wet Blasting Cabinet
- Premium NP Wet Blasting Cabinets
- Automated Wet Blasting Machine
- NF Sandblasting Cabinets
- DLyte eBlast – Electro Shot Blaster
- AM Shot Peening and Blasting Series
- Automated Shot Blasting Equipment
- All Wheel Blasting Machines
- Spinner Hanger Blast Machine
- Tumble Rubber Belt Shot Blasting Machine
- Tumble Steel Belt Shot Blasting Machine
- Wire Mesh Belt Shot Blasting Machine
- Continuous Feed Overhead Rail Blasting Machine
- Roller Conveyor Blast Machine
- Continuous Feed Tube & Bar Blast Cleaning Machine
- Rotary Table Shot Blasting Machine
- Tunnel Concrete Shot Blast Machine
-
-
Surface Finishing
-











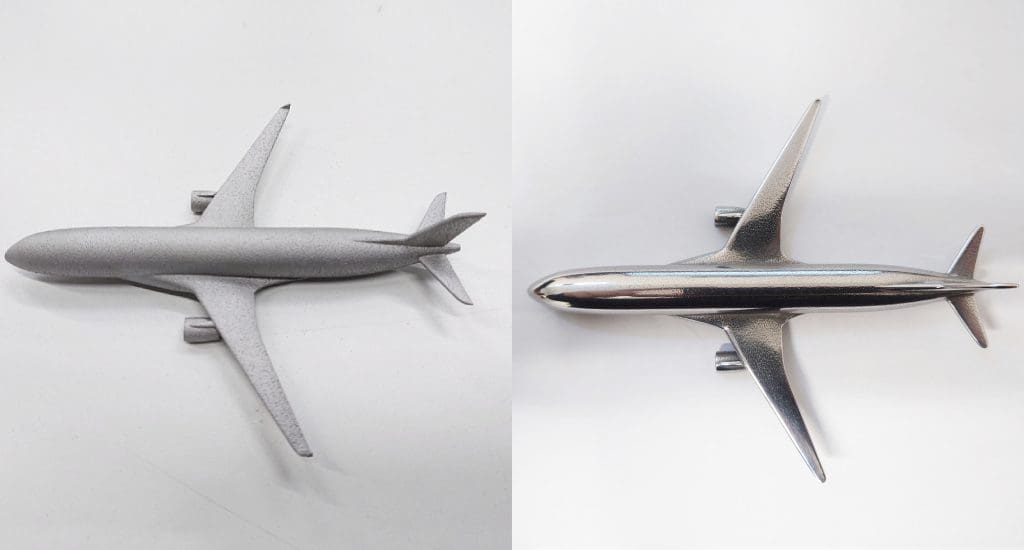
A leading global manufacturer and supplier of products for automotive, commercial, aerospace, marine, rail and off-road vehicles, has acquired the ActOn DT100 Surface Finishing System to improve on their existing surface finishing process. The British-built DT100 disc machine and Vibratory Dryer has been built as a replacement for an old system, which was used to deburr sintered automotive rings. The finishing process developed by ActOn Finishing enabled the client to achieve a repeatable and high-quality result in just 15 minutes.
Project Background
The customer needed to upgrade their existing system as it was inefficient, presented leakages and parts were getting stuck in the system. This resulted in components being damaged and final finishing results not being as per the industry standards.
One of the reasons why the Automotive Manufacturer has decided to collaborate with ActOn Finishing was the long standing relationship that was built between the two companies. ActOn has previously designed, developed and installed two other finishing systems, a VB10P vibratory finishing system and a CHE40 high energy system, both significantly improving the production output.
Solution: Deburring Sintered Automotive Rings in 15 Minutes
ActOn carried out the finishing process trials from the beginning in the DT100 Disc Finishing machine. This technology allows for finishing components in a shorter time, in comparison with vibratory finishing machines. To deburr and radius the sintered automotive rings, a mix of medium abrasive ceramic media, liquid finishing compound and water were used. While the media size and shape were chosen carefully so that a uniform finish was achieved; the liquid compound was developed especially for the automotive industry for cleaning, degreasing of ferrous metals. To avoid any corrosion appearing after the wet process, a 1 lap process was carried out in the vibratory dryer. This drying media acts as an absorbent and removes any moisture from the parts, when heated in the dryer. The final finish was achieved in just 15 minutes.
The design of the DT100 machine allows continuous output: while the finished batch of components are separated from media and loaded into the dryer, a new batch is being processed in the disc finishing machine. The process is fully automated and controlled from the point of parts being processed to the discharge of the parts. To make this process even more efficient and solve the issue of parts being stuck during the unloading stage, a wind cycle has been installed in the new disc finishing machine.
The Treatment of Effluent
To treat the discharge of the processing liquid, which includes a mix of water, compound, abrasives from media and metal fines, ActOn recommended the installation of a Batch Centrifuge. A suitable treatment system can reduce the processing costs, is a responsible measure towards the environment, and facilitates recycling.
The unit bought by the automotive manufacturer was designed to work in the most effective manner to treat the discharge water from the mass finishing process. The solids are captured in the basket of the centrifuge and then disposed of based on the local regulations.
Results
- The surface finishing process enabled the customer to achieve a repeatable and highquality result in just 15 minutes.
- The sintered rings are deburred and radiused to industry standards.
- The new wind cycle technology solves the problem of parts getting stuck during the unload stage.
- There were no leakages during the finishing process.
- The system is also environmental friendly, as the effluent was treated and recycled.

Interested in Finding out More?
To learn more about ActOn’s centrifugal disc finishing technology click here. For further information regarding the finishing process email our technical team.
Another related Case Study