
-

-
- About
- Industries
-
Sub-Contracting
-
- Consumables
-
Cleaning
-
- All Ultrasonic Machines
- TT Standard Ultrasonic Series
- LT Pro Laboratory Ultrasonic Cleaning Machines
- MOT Automotive Ultrasonic Cleaning Machines
- One Tank Industrial Ultrasonic Cleaning Equipment
- Manual Multistage Ultrasonic Cleaning Equipment
- Multistage Automatic Ultrasonic Cleaning Machine
- Ultrasonic Generators
- Ultrasonic Cleaner Solution
-
-
Blasting & Peening
-
- All Shot Blasting Machines
- Powertrack Junior Portable Blast System
- Powertrack Portable Blast System
- ActOn Mobile Shot Blasting Room
- ECO Shot Blasting Machines
- Premium DI Suction Blasting Machines
- Premium DP Pressure Blasting Cabinets
- AWB Wet Blasting Cabinet
- Premium NP Wet Blasting Cabinets
- Automated Wet Blasting Machine
- NF Sandblasting Cabinets
- DLyte eBlast – Electro Shot Blaster
- AM Shot Peening and Blasting Series
- Automated Shot Blasting Equipment
- All Wheel Blasting Machines
- Spinner Hanger Blast Machine
- Tumble Rubber Belt Shot Blasting Machine
- Tumble Steel Belt Shot Blasting Machine
- Wire Mesh Belt Shot Blasting Machine
- Continuous Feed Overhead Rail Blasting Machine
- Roller Conveyor Blast Machine
- Continuous Feed Tube & Bar Blast Cleaning Machine
- Rotary Table Shot Blasting Machine
- Tunnel Concrete Shot Blast Machine
-
-
Surface Finishing
-











ActOn Case Studies
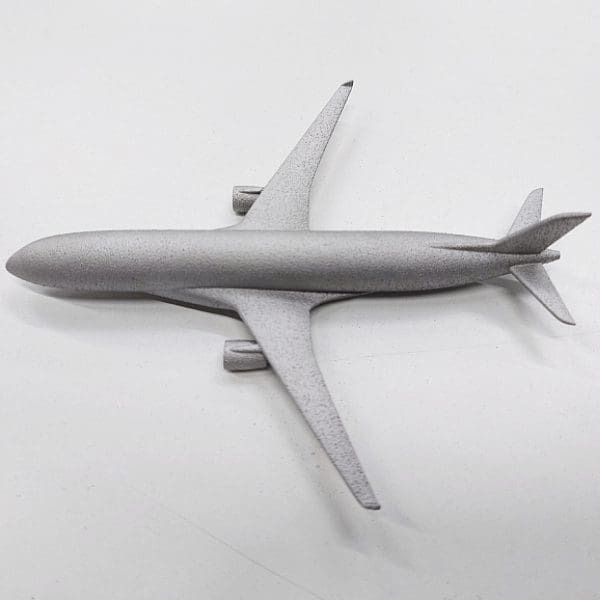
Achieving a Smooth Finish on Additive Manufactured Aluminium Planes in 3 Steps
More and more industries are moving from traditional methods of manufacturing metal parts to additive manufactured components. A frequent choice of material used in 3d printing is the aluminum alloy, due to its cost, performance and manufacturability. Nonetheless, this material has a lower specific strength than others, making the post processing of the surface finish more difficult.
In this case study, we look at how you can achieve a smooth and polished surface finish on additive manufactured aluminium planes, without damaging the parts.
Client approached ActOn Finishing team to develop a process to allow him to achieve a smooth and polished finish on additive manufactured aluminium planes, without affecting the components’ geometry.
Smooth Finish on Additive Manufactured Aluminium Planes in 3 Steps

After conducting our trials we achieved the final finish in a 3-stage process:
- We first deburred the parts in the ActOn CDF machine with a mix of abrasive ceramic media, a liquid compound which acts like a cleaner and polisher on non-ferrous metals and water.
- Then we achieved a smooth finish in the same machine, with a mix of low abrasive plastic media, same polishing compound and water.
- In the final stage we polished the additive manufactured planes in the CPM10 High Energy Polishing Machine with pretreated agro-media. While the CPM10 machine is perfect for polishing small and delicate components, the pretreated media has been developed to produce a bright mirror finish.
The process benefits include:
- The finishing results are consistent and repeatable.
- Part’s geometry was intact after all 3 finishing stages.
- The final finish was achieved in just 3 hours

Results
The smooth and polished finish required was achieved in only 3 hours without affecting the part’s geometry. Using the CDF and CPM10 technology along with ActOn consumables, client enjoys consistent and repeatable results every time, without the need of reworking or scraping the parts.
Before / After

Interested in Finding out More?
To learn more about ActOn’s finishing technology for Metal Additive Manufacturing industry click here. For further information regarding the finishing process contact our technical team.
Contact
