
-

-
- About
- Industries
-
Sub-Contracting
-
- Consumables
-
Cleaning
-
- All Ultrasonic Machines
- TT Standard Ultrasonic Series
- LT Pro Laboratory Ultrasonic Cleaning Machines
- MOT Automotive Ultrasonic Cleaning Machines
- One Tank Industrial Ultrasonic Cleaning Equipment
- Manual Multistage Ultrasonic Cleaning Equipment
- Multistage Automatic Ultrasonic Cleaning Machine
- Ultrasonic Generators
- Ultrasonic Cleaner Solution
-
-
Blasting & Peening
-
- All Shot Blasting Machines
- Powertrack Junior Portable Blast System
- Powertrack Portable Blast System
- ActOn Mobile Shot Blasting Room
- ECO Shot Blasting Machines
- Premium DI Suction Blasting Machines
- Premium DP Pressure Blasting Cabinets
- AWB Wet Blasting Cabinet
- Premium NP Wet Blasting Cabinets
- Automated Wet Blasting Machine
- NF Sandblasting Cabinets
- DLyte eBlast – Electro Shot Blaster
- AM Shot Peening and Blasting Series
- Automated Shot Blasting Equipment
- All Wheel Blasting Machines
- Spinner Hanger Blast Machine
- Tumble Rubber Belt Shot Blasting Machine
- Tumble Steel Belt Shot Blasting Machine
- Wire Mesh Belt Shot Blasting Machine
- Continuous Feed Overhead Rail Blasting Machine
- Roller Conveyor Blast Machine
- Continuous Feed Tube & Bar Blast Cleaning Machine
- Rotary Table Shot Blasting Machine
- Tunnel Concrete Shot Blast Machine
-
-
Surface Finishing
-











Most 3D printed components require surface finishing for a nice smooth end product finish. To achieve this, the additive manufactured parts should go through a 3-stage finishing process including a deburring stage, reducing the surface roughness and a mirror polishing stage.
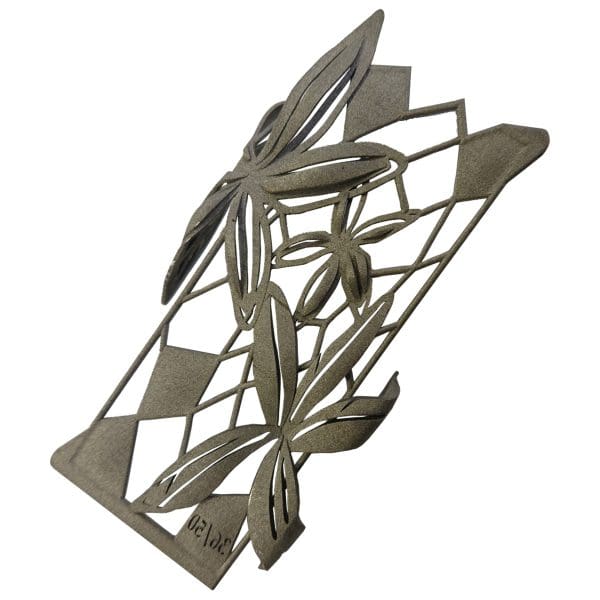
In this blog article, we would like to discuss about the challenges we faced when we had to smooth the surface and mirror finish a fragile Titanium 3D printed decorative part.
Project Background
Our client approached ActOn team as he required a surface finishing process to smooth the surface and mirror polish a 3D printed decorative part. While the initial surface roughness was 15µm, the actual main issues faced by our client were:
- the intricate geometry of the part which made it difficult for him to finish the part
- the part fragility as it was easily breakable if the 3d printed part was subject to excessive force.
The Solution – A Fast and Cost Effective Finishing Process Using CHE Technology
As we had the experience of finishing 3d printed parts we decided to run a trial in the Centrifugal High Energy finishing machine using abrasive media and polishing compound.
Through the tests carried out we decided that the best way to finish these parts without causing any damage was by using ActOn Finishing DT (centrifugal disc finishing machine) and CPM (centrifugal high energy finishing machine) series finishing machines. Both machines are typically used for processing small components. Also, these can be aggressive enough to improve the surface finish of the 3d printed part, yet precise enough to process and mirror polish the most delicate piece.
The final finishing process has been achieved in 3 stages:
- In the first stage the part is processed in the DT finishing machine using an abrasive ceramic media and a light descaling and polishing compound.
- In the second stage, we prepared the surface for mirror polishing in the DT finishing machine using plastic media and a polishing compound.
- Finally, we mirror finished the 3d printed part in the CPM machine using a polishing media and compound.
The process benefits include:
- The CPM & DT finishing processes reduced the part’s Ra from 15µm to 0.18µm in a considerably reduced time.
- The process offers consistent results and a highly polished finish every time.
- Components haven’t been damaged during the process.
Result
The process delivered a smooth and mirror polished surface, reducing the part’s Ra from 15µm to 0.18µm in a considerably reduced time, whilst maintaining the dimensional integrity of the part.
Before / After

Interested in Finding out More?
To learn more about ActOn’s finishing technology for Metal 3D Printing industry click here. For further information regarding the finishing process contact our technical team.
Contact
