-

-
- About
- Industries
-
Sub-Contracting
-
- Consumables
-
Cleaning
-
- All Ultrasonic Machines
- TT Standard Ultrasonic Series
- LT Pro Laboratory Ultrasonic Cleaning Machines
- MOT Automotive Ultrasonic Cleaning Machines
- One Tank Industrial Ultrasonic Cleaning Equipment
- Manual Multistage Ultrasonic Cleaning Equipment
- Multistage Automatic Ultrasonic Cleaning Machine
- Ultrasonic Generators
- Ultrasonic Cleaner Solution
-
-
Blasting & Peening
-
- All Shot Blasting Machines
- Powertrack Junior Portable Blast System
- Powertrack Portable Blast System
- ActOn Mobile Shot Blasting Room
- ECO Shot Blasting Machines
- Premium DI Suction Blasting Machines
- Premium DP Pressure Blasting Cabinets
- AWB Wet Blasting Cabinet
- Premium NP Wet Blasting Cabinets
- Automated Wet Blasting Machine
- NF Sandblasting Cabinets
- DLyte eBlast – Electro Shot Blaster
- AM Shot Peening and Blasting Series
- Automated Shot Blasting Equipment
- All Wheel Blasting Machines
- Spinner Hanger Blast Machine
- Tumble Rubber Belt Shot Blasting Machine
- Tumble Steel Belt Shot Blasting Machine
- Wire Mesh Belt Shot Blasting Machine
- Continuous Feed Overhead Rail Blasting Machine
- Roller Conveyor Blast Machine
- Continuous Feed Tube & Bar Blast Cleaning Machine
- Rotary Table Shot Blasting Machine
- Tunnel Concrete Shot Blast Machine
-
-
Surface Finishing
-











ActOn Case Studies
CHEF Finishing Process Helps 3D Printing Company to Lose 90% in Part’s Roughness, in 3 Hours
More and more companies are moving from traditional manufacturing to additive manufacturing as a way of gaining competitive advantage on the market. However, most of the time, an additive manufactured part needs post processing for a nice smooth end product finish. In this case study, we will look at how you can mass finish a 3D printed part manufactured using a 3D mesh, via a CHEF Finishing Process.
Project Background
Recently we had the opportunity to develop a finishing process for an additive manufacturing company, that builds 3D parts for a wide array of engineering sectors. This project required finishing an additive manufactured Inconel wheel. The part end finish implied a high polished surface on one side of the wheel whilst leaving the other untouched. Our solution – the CHEF Finishing Process.
The Problem
The entire finishing process component is built via additive manufacturing and it includes a 3D mesh. Hence whilst the front side appears smooth, the back of the component would comprise of a very fine mesh with numerous gaps. Therefore, the mesh side of the part must be completely covered to an air tight tolerance during any mass finishing process. This ensures that no lodgement of media can contaminate the mesh side and no impingement of the structural integrity of the wheel.
The Solution – CHEF Finishing Process
We examined the component and determined that a masking solution should be developed to cover the mesh side. We designed the masking finishing process solution to be air tight in order to not move while the part was processed.
The technology used to finish the wheel is the Centrifugal High Energy machine. Due to previous studies conducted by ActOn the CHE technology is perfect for finishing 3D parts as:
- Processing time, via CHE technology, is shorter than traditional methods
- CHE machines are great for removal of surface defects and improving the surface finish
- There is no need for major tooling and no need for fixturing
- The results are consistent and repeatable
Taking into consideration the force created by the high energy finishing process, we made sure the masking was bolted onto the component.
The trial conducted includes 3 stages:
- We carried out the first stage by deburring the wheel in the CHE40 machine with an abrasive ceramic media and an acidic compound. This compound is great for removing scale, brightening and polishing ferrous metals.
- To smooth the surface we used a medium abrasive ceramic media and the same acidic compound. For a more effective process we finished the parts in the same finishing machine.
- The last stage included polishing the surface in the CHE40 finishing process machine using only pre-treated media. In the high energy machine, the pre-treated media produces a bright mirror finish in a reduced time.
The process benefits include:
- Finishing process was reduced to 3 hours
- The process achieved a 90% loss in roughness average
- The mass finishing solution we have developed helps our customer produce a repeatable and quality finished product
- The mask we developed protects the mesh during the process
| Part Identifier | Roughness Average Before Process (µm) | Roughness Average After Process (µm) | Total Ra Loss (µm) | %Ra Loss |
|---|---|---|---|---|
| 3D printed part | 4.814 | 0.453 | 4.361 | 90.6 |
Result
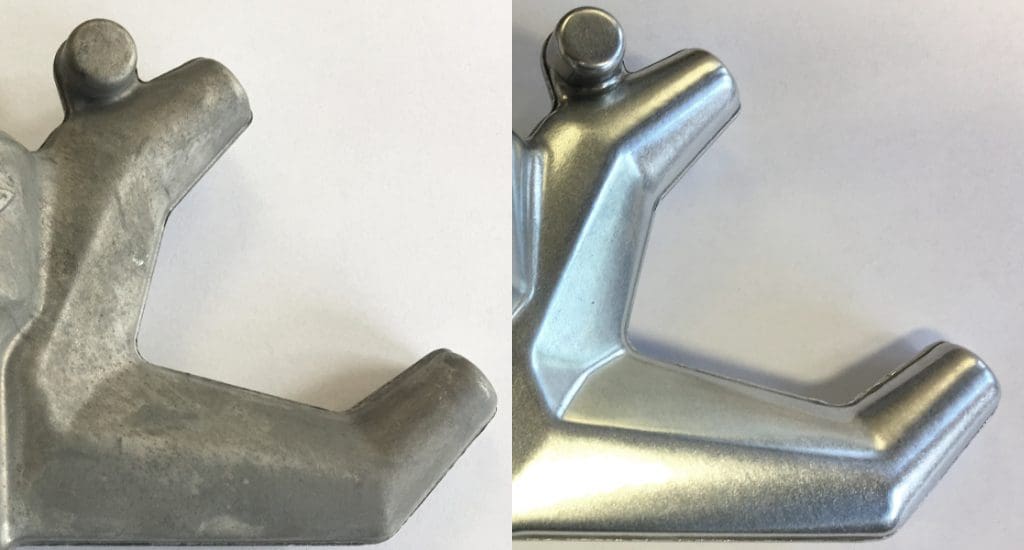
This process achieved a 90% loss in roughness average, as requested by the customer (see table below for specific data). The masking solution developed by us was successful and completely protected the rear side of the component. Furthermore, the polished finish required on one of the surfaces was achieved in only 3 hours without affecting the other side of the wheel.
Before / After


Interested in Finding out More?
To learn more about ActOn’s finishing technology for Metal 3D Printing industry click here. For further information regarding the finishing process contact our technical team.
Contact
Another related Case Study