
-

-
- About
- Industries
-
Sub-Contracting
-
- Consumables
-
Cleaning
-
- All Ultrasonic Machines
- TT Standard Ultrasonic Series
- LT Pro Laboratory Ultrasonic Cleaning Machines
- MOT Automotive Ultrasonic Cleaning Machines
- One Tank Industrial Ultrasonic Cleaning Equipment
- Manual Multistage Ultrasonic Cleaning Equipment
- Multistage Automatic Ultrasonic Cleaning Machine
- Ultrasonic Generators
- Ultrasonic Cleaner Solution
-
-
Blasting & Peening
-
- All Shot Blasting Machines
- Powertrack Junior Portable Blast System
- Powertrack Portable Blast System
- ActOn Mobile Shot Blasting Room
- ECO Shot Blasting Machines
- Premium DI Suction Blasting Machines
- Premium DP Pressure Blasting Cabinets
- AWB Wet Blasting Cabinet
- Premium NP Wet Blasting Cabinets
- Automated Wet Blasting Machine
- NF Sandblasting Cabinets
- DLyte eBlast – Electro Shot Blaster
- AM Shot Peening and Blasting Series
- Automated Shot Blasting Equipment
- All Wheel Blasting Machines
- Spinner Hanger Blast Machine
- Tumble Rubber Belt Shot Blasting Machine
- Tumble Steel Belt Shot Blasting Machine
- Wire Mesh Belt Shot Blasting Machine
- Continuous Feed Overhead Rail Blasting Machine
- Roller Conveyor Blast Machine
- Continuous Feed Tube & Bar Blast Cleaning Machine
- Rotary Table Shot Blasting Machine
- Tunnel Concrete Shot Blast Machine
-
-
Surface Finishing
-











ActOn Case Studies
ActOn CHEF Technology Processes a Week’s Worth of Production in 1.5 Days
Watch the videoRecently we had the opportunity to work with a leading automotive component manufacturers, to develop a mass finishing technology to radius and clean automotive sintered parts. The finishing process developed by ActOn’s team, helped our client to reach the required week’s throughput and to achieve a repeatable and quality finished product in 1 and a half days.
Project Background
Our customer is an innovative global supplier of quality products, trusted brands and creative solutions to manufacturers of automotive, light commercial, heavy-duty and off-highway vehicles. They are committed to delivering superior quality through innovation and engineering excellence, using cutting-edge processes.
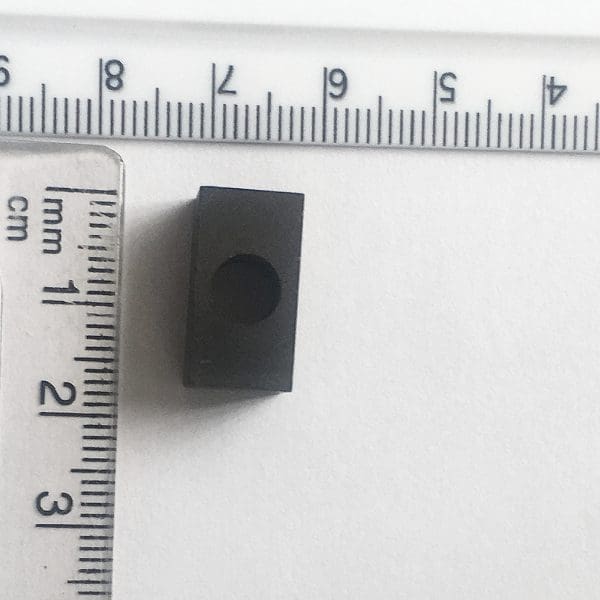
The aim of the project was to clean the Sintered Pivot Blocks and radius the edges, based on the customers’ manufacturing volumes, which consists of 20,000 parts per week.
The Solution – A Fast and Cost Effective Finishing Process Using CHE Technology
ActOn initially carried out trials in the Vibratory Finishing machine as this finishing technology is capable of processing large batch quantities. After trials with different grades of ceramic media, it became clear that Vibratory Finishing could not achieve the required finish.
Trials were then carried out in the ActOn Centrifugal Disc Machine, capable of processing parts 5-10 times faster than Vibratory Finishing however this process struggled to reach the required standard after one hour of processing. At this processing time, it would be difficult to reach the required output of parts.
This is when ActOn looked at the Centrifugal High Energy machine. The finish was achieved in just 20 minutes using a medium abrasive ceramic media and a specially formulated compound for sintered parts due to its corrosion inhibition & low foaming qualities.
Finishing technology for processing a week’s worth of production in 1.5 days
As a result of the successful trial the customer decided to purchase the CHE-40 finishing technology. The system is HMI/ PLC controlled and it includes 100 finishing recipes which makes the machine easy for the operator to use.
CHE40 machines are equipped with 3 hexagonal shaped barrels. Each of these barrels are loaded manually with parts, media and a water/compound mix as per the recipes set up in the system. The CHE40 also includes an integrated temperature monitoring system to ensure that any overheat within the barrels will result in the machine coming to a stop to prevent any damage to the barrel liners.
This finishing technology incorporates a direct drive mechanism which generates high g-forces resulting in shorter processing times in comparison with vibratory finishing. High Energy finishing can be 15-20 times faster and produces superior finishes. It is one of the most efficient batch finishing methods. This process time advantage meant that the customer was able to process a week’s worth of production in just 1.5days.
The finished parts are discharged from the machine on a Vibratory Screen Separator to separate the media from parts. Due to the similarity in size between the media and parts, we needed to find a solution to separate the parts from the media after the process. The pivot blocks have a magnetic field so it was therefore decided that the only way to guarantee 100% separation of the parts and the media was by using a magnetic separator. The parts are then de-magnetised prior to maize drying in our VBD6 vibratory drier.
Result
The process delivered a clean surface and radiused edges as per customer requirement, in a considerably reduced time. Furthermore, the process has enabled our customer to achieve the weekly production volumes whilst maintaining superior product quality.
Before / After

Interested in Finding out More?
To learn more about ActOn’s finishing technology for Automotive industry click here. For further information regarding the finishing process contact our technical team.
Contact
